تولید افزودنی (Additive Manufacturing - AM)، که بیشتر با عنوان پرینت سهبعدی شناخته میشود، یک انقلاب در حوزهی ساخت و تولید صنعتی، بهویژه در عرصه متالورژی و ساخت ابزارهای فلزی پیچیده ایجاد کرده است. این فناوری با قابلیت ساخت لایهبهلایه، محدودیتهای روشهای سنتی مانند ریختهگری، فرزکاری و آهنگری را تا حد زیادی برطرف کرده است.
۱. نقش پرینت سهبعدی در صنعت و متالورژی
پرینت سهبعدی فلزات (Metal 3D Printing) به دلیل مزایای زیر به سرعت در صنایع کلیدی مانند هوافضا، خودروسازی، پزشکی و انرژی جای خود را باز کرده است:
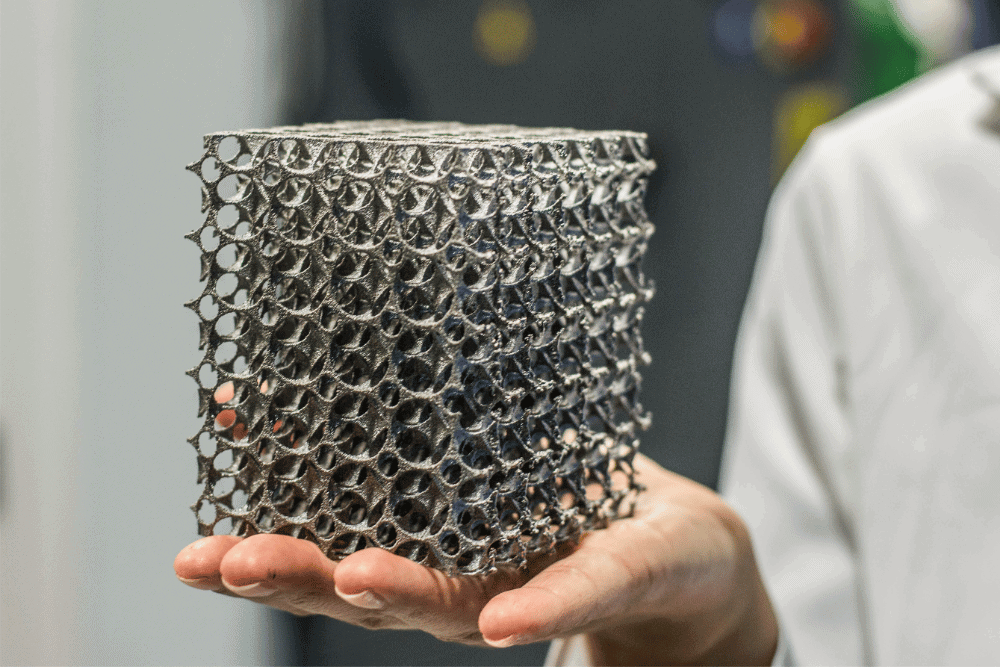
- آزادی طراحی بیسابقه: امکان تولید قطعات با هندسههای بسیار پیچیده مانند شبکههای داخلی (Lattice Structures)، کانالهای خنککاری انطباقی (Conformal Cooling Channels) و توپولوژیهای بهینهسازی شده که ساخت آنها با روشهای سنتی غیرممکن است.
- کاهش وزن: امکان تولید قطعات سبکتر و در عین حال مستحکمتر از طریق بهینهسازی توپولوژی و استفاده از ساختارهای شبکهای، که در صنایعی مانند هوافضا موجب صرفهجویی در مصرف سوخت میشود.
- کاهش ضایعات: برخلاف روشهای کاهشی (Subtractive) که با حذف مواد قطعه را میسازند، AM تنها از مواد مورد نیاز استفاده کرده و ضایعات را به میزان چشمگیری کاهش میدهد.
- سرعت بالا در نمونهسازی و ابزارسازی: امکان تولید سریع نمونههای اولیه (Rapid Prototyping) و ابزارهای تولیدی (Rapid Tooling) برای تیراژهای کم، کاهش زمان تولید (Lead Time) از هفتهها به روزها.
۲. تکنولوژیهای کلیدی پرینت سهبعدی فلزات
تکنولوژیهای اصلی مورد استفاده در پرینت سهبعدی صنعتی فلزات که به طور مستقیم با متالورژی ارتباط دارند، عبارتاند از:
تکنولوژی | نام انگلیسی | نحوه عملکرد | کاربرد اصلی |
ذوب لیزری انتخابی | SLM (Selective Laser Melting) | ذوب کامل پودر فلز توسط لیزر پرتوان برای ایجاد قطعات با چگالی کامل و خواص مکانیکی عالی. | هوافضا، پزشکی (ایمپلنتها)، ابزارسازی دقیق. |
تفجوشی لیزری مستقیم فلز | DMLS (Direct Metal Laser Sintering) | تفجوشی (Sintering) یا ذوب جزئی پودر فلز توسط لیزر. | قطعات عملکردی، ابزارهای با طول عمر بالا. |
ذوب پرتو الکترونی | EBM (Electron Beam Melting) | استفاده از پرتو الکترونی برای ذوب پودر فلز در خلاء. مناسب برای مواد واکنشپذیر مانند تیتانیوم. | ایمپلنتهای پزشکی، قطعات هوافضا. |
توزیع انرژی مستقیم | DED (Directed Energy Deposition) | ذوب پودر یا سیم فلزی حین خروج از نازل، اغلب برای تعمیرات یا ساخت قطعات بزرگ با نرخ رسوب بالا. | تعمیر قطعات گرانقیمت، روکشکاری، ساخت سازههای بزرگ. |
جت بایندر | Binder Jetting | پاشش یک چسب (بایندر) مایع روی لایهای از پودر فلز، سپس مراحل پسپردازش شامل تفجوشی (Sintering) برای رسیدن به چگالی فلزی. | تولید حجم بالا، مقرون به صرفهتر. |
۳. متالورژی در پرینت سهبعدی فلزات
پرینت سهبعدی یک فرآیند متالورژیکی پیچیده است. کیفیت قطعه نهایی به شدت تحت تأثیر متالورژی فرآیند قرار دارد:
- متریالهای پودری (Powder Metallurgy): مواد اولیه معمولاً پودرهای فلزی با دانهبندی دقیق هستند (مانند فولادهای ضدزنگ، آلیاژهای تیتانیوم، نیکل، آلومینیوم و کبالت-کروم). خواص و مورفولوژی این پودرها (شکل، اندازه و توزیع اندازه ذرات) مستقیماً بر کیفیت و چگالی قطعه چاپ شده تأثیر میگذارند.
- ریزساختار و خواص: فرآیند ذوب و انجماد بسیار سریع (حدود $10^3$ تا $10^8$ کلوین بر ثانیه) در AM باعث ایجاد ریزساختارهای منحصر به فرد در قطعات میشود. این ریزساختارها میتوانند خواص مکانیکی مانند استحکام بالا و گاهی ناهمسانگردی (Anisotropy) را به همراه داشته باشند. کنترل دقیق پارامترهای چاپ برای دستیابی به ریزساختار مطلوب و جلوگیری از ایجاد عیوب (مانند تخلخل یا ترکهای گرم) حیاتی است.
- پسپردازش (Post-Processing): برای دستیابی به خواص نهایی مورد انتظار، قطعات فلزی چاپشده معمولاً نیاز به عملیات حرارتی و/یا مکانیکی دارند:
- تنشزدایی (Stress Relief): برای حذف تنشهای داخلی باقیمانده ناشی از فرآیند انجماد سریع.
- عملیات حرارتی (Heat Treatment): برای اصلاح ریزساختار، افزایش چقرمگی و بهبود خواص مکانیکی.
- پرداخت سطح (Surface Finishing): روشهایی مانند ماشینکاری، سنبادهزنی یا پرداخت شیمیایی برای بهبود کیفیت سطح و دقت ابعادی که اغلب بالا نیست.
۴. کاربرد ابزارهای پرینت سهبعدی در صنعت
ساخت ابزارها، قالبها و فیکسچرها یکی از پرکاربردترین حوزههای AM است:
- قالبهای تزریق پلاستیک (Injection Molds): تولید سریع قالبهای با هسته و حفرههای پیچیده. مهمترین مزیت، امکان تعبیه کانالهای خنککاری انطباقی است که باعث کاهش زمان چرخه (Cycle Time) تزریق و بهبود کیفیت قطعه پلاستیکی میشود.
- قالبهای ورقکاری (Sheet Metal Forming Tools): پرینت سهبعدی ابزارهایی مانند پانچها و ماتریسها با هزینه و زمان کمتر برای تولیدات با تیراژ کم یا نمونهسازی، حتی با استفاده از پلیمرهای تقویتشده.
- ابزارهای جوشکاری و نگهدارنده (Jigs & Fixtures): ساخت سریع و سفارشی ابزارها و فیکسچرهای مونتاژ، نگهدارنده و کنترلی که بهرهوری را در خط تولید افزایش میدهد.
۵. چالشها و آینده
با وجود پیشرفتهای چشمگیر، چالشهایی نیز در مسیر پذیرش کامل این فناوری در مقیاس صنعتی وجود دارد:
- هزینه بالا: هزینه دستگاهها، مواد اولیه پودری و فرآیندهای پسپردازش، در حال حاضر نسبت به روشهای سنتی برای تولید انبوه بالاتر است.
- کنترل کیفیت و تکرارپذیری: اطمینان از کیفیت ثابت و تکرارپذیری خواص مکانیکی و چگالی در قطعات مختلف نیازمند استانداردسازی بیشتر فرآیندها و مواد است.
- اندازه قطعه: محدودیت در ابعاد محفظه ساخت، ساخت قطعات فلزی بسیار بزرگ را با مشکل مواجه میسازد.
آینده این حوزه در گرو توسعه مواد جدید (مانند آلیاژهای با عملکرد فوقالعاده)، افزایش سرعت و ابعاد ساخت، و همچنین ترکیب AM با هوش مصنوعی و یادگیری ماشین برای کنترل و بهینهسازی پارامترهای فرآیند متالورژیکی است. پرینت سهبعدی به تدریج از یک فناوری برای نمونهسازی به یک روش تولید انبوه برای قطعات نهایی تبدیل خواهد شد.